Las bombas peristálticas son un tipo de bomba de desplazamiento positivo que se emplean habitualmente para bombear fluidos, tanto limpios como agresivos, mezclados con sólidos y con materiales que no deben entrar en contacto con el medio ambiente.
Frente a otros tipos de bombas industriales, el sistema que emplean las bombas peristálticas tiene numerosas ventajas. Entre sus principales características destacan la resistencia a la abrasión, su alta capacidad de aspiración y la posibilidad de giro en seco.
Además, el hecho de no tener válvulas ni cierres mecánicos contribuye a su eficacia y durabilidad, ya que se pueden emplear con productos viscosos, adhesivos o sucios sin que se produzcan bloqueos ni obstrucciones.
A ello hay que sumar otras propiedades no menos importantes, como su bombeo suave, que permite trabajar con productos delicados, su precisión en la dosificación y el hecho de ser reversible, puesto que al trabajar en ambos sentidos, son muy útiles para el vaciado de tuberías.
Por su versatilidad, las bombas peristálticas tienen numerosas aplicaciones en campos tan variados como el tratamiento de aguas, la minería y múltiples industrias: alimentaria, cerámica, papel, química, enológica…
APLICACIONES EN EL CAMPO DE LA MINERÍA
Esta tecnología es la más adecuada para reducir costes, mejorar la producción y optimizar los procedimientos mineros. Entre otras cosas, las aplicaciones de las bombas peristálticas en minería permiten una mejor dosificación de floculante y facilitan el trasvase de lodos de níquel y de carbón, de aguas de canteras, de pasta de pirita, de aguas ácidas y de lavado, de pulpas minerales…
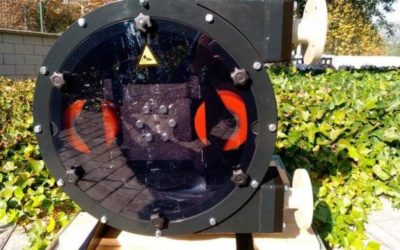
Nuestras bombas peristálticas pueden manejar lodos y fangos con elevadas cantidades de sólidos (hasta un 80% de concentración). Su manguera interior es el único elemento que entra en contacto con el producto bombeado, por lo que su resistencia a la abrasión producida por pulpas de minerales como cobre, zinc, níquel, cal o plata, es muy superior a otros sistemas. Además, soportan mejor los cortes que algunos componentes, como los floculantes, pueden ocasionar. Estas características hacen que su vida útil sea muy superior a la de otro tipo de bombas.
Su bajo coste de mantenimiento, la facilidad de sustitución de la manguera, la ausencia de válvulas, su gran poder de aspiración y la excelente precisión de dosificación son otras de sus grandes ventajas para la industria minera.
Como vemos, son el mejor método para bombear líquidos abrasivos y corrosivos, como los que se manejan en las minas.